English
English عربى
عربى русский
русский 简体中文
简体中文







2026-06-22
الصفحة الرئيسية / أخبار / أخبار الصناعة / دليل استخدام اللفاف: حلول اللف عالية الأداء من Jiaxing Shengbang
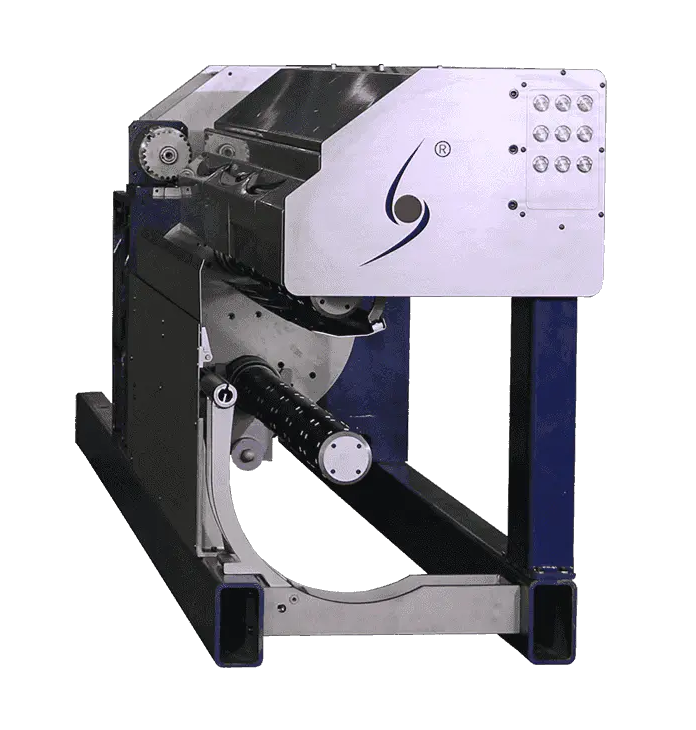
إذا كنت تقوم بتقييم اللفاف لخط الألياف الاصطناعية عالي السرعة، فإن الاستنتاج واضح: شركة جياشينغ شينغبانغ للمعدات الميكانيكية المحدودة تناول اللفافات التي تحافظ على سرعات لف ميكانيكية تصل إلى 7000 م/دقيقة، مما يحقق معدلات كسر نهائية أقل بشكل ملحوظ وقادرة على تصنيع خيوط النايلون من نوع HMLS. يرشد هذا الدليل مديري الإنتاج من خلال اختيار النوع، والمعلمات الأساسية، والتركيب، والصيانة، وحالة عائد الاستثمار للترقية إلى ماكينة لف أوتوماتيكية حديثة.
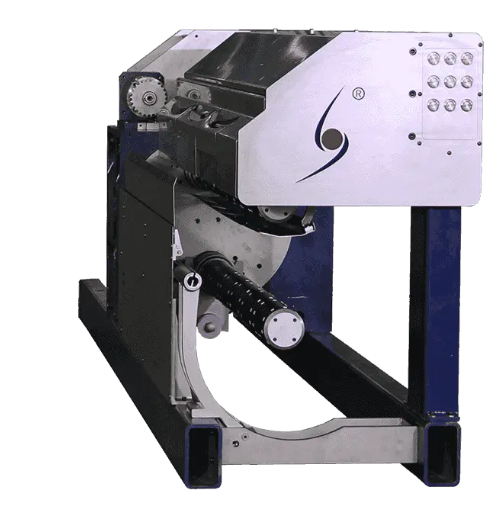
إن جهاز اللفاف هو المحطة النشطة النهائية على كل خط غزل مصهور. وتتمثل مهمتها في تلقي خيوط منصهرة مقذوفة بسرعة الخط التي تحددها حزمة الدوران، وبناء حزمة دقيقة هندسيًا، وتسليم تلك الحزمة إلى آلات التركيب أو التزييف أو النسيج دون عيوب.
تفرض سياقات التطبيق الثلاثة الأكثر شيوعًا متطلبات مميزة:
وتظهر معايير الصناعة ذلك يساهم اللفاف غير المطابق بشكل جيد في 35-55٪ من إجمالي أحداث الكسر النهائي على خط غزل مصهور (CIRFS، بيانات الأعضاء 2024). عادةً ما يؤدي الاستثمار في ماكينة اللف التلقائي المحددة بشكل صحيح إلى تقليل هذه الحصة إلى أقل من 8%.
يتم استخدام ثلاثة أشكال هندسية أساسية لللف في إنتاج الألياف الصناعية. يلخص الجدول أدناه الاختلافات الهامة للمساعدة في تضييق نطاق اختيارك:
| اكتب | نطاق السرعة | التطبيقات النموذجية | الميزة الرئيسية | القيد |
|---|---|---|---|---|
| برج (تلقائي) | 2000-6000 م/دقيقة | بوي، فدي، نايلون 6/66 | التشغيل المستمر الخلع التلقائي <2 ثانية؛ توقف الإنتاج صفر | ارتفاع الاستثمار الأولي. يتطلب محرك سيرفو الدقة |
| لف السطح | 200-1500 م/دقيقة | ألياف لدنة، خيوط خاصة من قماش الدنير الفاخر | سرعة سطحية ثابتة يمنع تشوه الحزمة الناعمة | الخلع اليدوي مطلوب؛ غير مناسب للخطوط عالية السرعة |
| اللف المركزي (يدويًا) | 800-3000 م/دقيقة | BCF، خيوط السجاد، الخيوط الصناعية | هيكل بسيط تكلفة صيانة منخفضة قطر العبوة الكبيرة | يتطلب المشغل في وضع إيقاف التشغيل؛ يعتمد اتساق التوتر على المهارة |
| تعبئة دقيقة (إلكترونية) | 500-4000 م/دقيقة | الألياف الضوئية، والخيوط الدقيقة، والمنسوجات التقنية | درجة الملف القابلة للبرمجة؛ يزيل الزخرفة / لف الشريط | ارتفاع تكلفة نظام التحكم. حساسة للاهتزاز |
بالنسبة لمعظم منتجي POY وFDY الذين يعملون على خطوط تزيد سرعتها عن 3000 م/دقيقة، فإن يعتبر اللفاف الأوتوماتيكي من نوع البرج هو معيار الصناعة ويقدم أفضل تكلفة إجمالية للملكية على مدار عمر الأصول لمدة 10 سنوات.
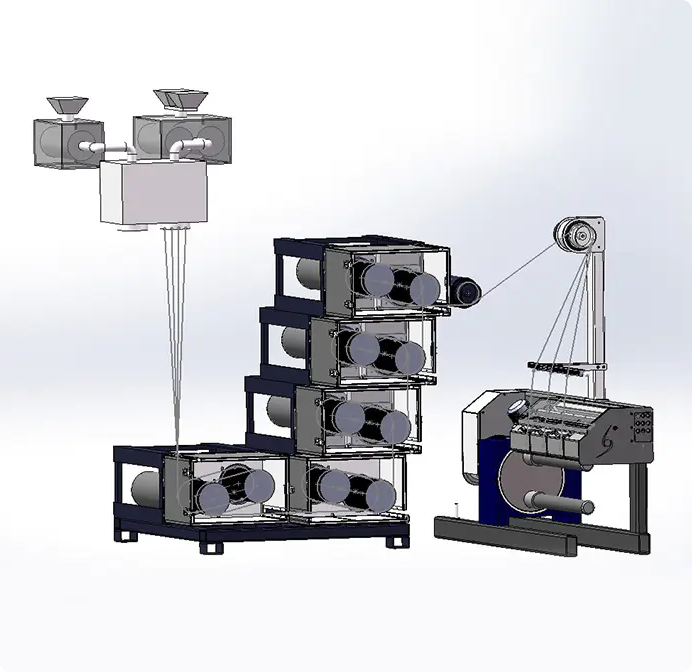
تقوم شركة Jiaxing Shengbang Mechanical Equipment Co., Ltd. بتصنيع آلات اللف ومعدات الغزل المساعدة منذ عام 2003. وتغطي سلسلة اللفاف الأوتوماتيكية الرئيسية الحالية مجموعة كاملة من تطبيقات الألياف الاصطناعية. تم تلخيص المواصفات الفنية الرئيسية في الجدول أدناه:
| المعلمة | النموذج القياسي (SB-TW4) | الطراز عالي السرعة (SB-TW6) |
|---|---|---|
| ماكس. سرعة اللف | 4000 م/دقيقة | 6,000 م/دقيقة |
| وقت الإيقاف التلقائي | <3 ثانية | <2 ثانية |
| دقة التحكم في التوتر | ±1% | ±0.5% |
| نطاق قطر البكرة | 75-300 ملم | 75-280 ملم |
| وزن العبوة (الحد الأقصى) | 12 كجم | 10 كجم |
| مواقف المغزل لكل وحدة | 4 / 8 | 4 / 8 |
| نظام القيادة | سيرفو التيار المتردد | سيرفو التيار المتردد closed-loop feedback |
| واجهة PLC/HMI | لوحة لمس سيمنز S7 7 بوصة | لوحة لمس سيمنز S7 10 بوصة |
بالإضافة إلى المواصفات المنشورة، تميز شركة Jiaxing Shengbang من خلال ثلاث نتائج موثقة للعملاء:
تدعم جميع وحدات اللف الأوتوماتيكية Jiaxing Shengbang التباعد المخصص للمغزل، ومواصفات أنبوب المكوك، والتكامل مع أنظمة SCADA الموجودة على مستوى المصنع عند الطلب.
استخدم قائمة التحقق التالية عند تحديد ملفاف السحب. اعمل على حل كل نقطة قرار بالترتيب، فالاختيارات المبكرة تقيد الاختيارات اللاحقة.
بالنسبة لخط FDY النموذجي ذو 48 موضعًا الذي يعمل بنظام PET (على سبيل المثال، بسرعة 4200 م/دقيقة)، فإن برج المغزل Jiaxing Shengbang، ومؤازرة التيار المتردد، والاجتياز الإلكتروني، هو التكوين الموصى به من Siemens HMI. بالنسبة للخطوط التي تزيد سرعتها عن 5000 م/دقيقة أو حيث يكون Denier CV هو مؤشر الأداء الرئيسي للجودة الأساسية، فإن الترقية إلى البرج المخصص المصمم بواسطة Jiaxing Shengbang هو الخيار الأفضل.
يؤثر التثبيت الصحيح بشكل مباشر على جودة اللف على المدى الطويل. اتبع هذه الخطوات أثناء التكليف:
يعد جدول الصيانة المنظم هو الطريقة الوحيدة الأكثر فعالية من حيث التكلفة لإطالة عمر خدمة اللفاف. توصي Jiaxing Shengbang بالفواصل الزمنية التالية استنادًا إلى البيانات الميدانية من أكثر من 1000 وحدة مثبتة:
النباتات التي تتبع تقرير الجدول الزمني الموصى به من Jiaxing Shengbang متوسط الوقت بين الأعطال (MTBF) يتجاوز 14000 ساعة تشغيل على اللفافات من سلسلة SB-TW - ما يقرب من 19 شهرًا من التشغيل المستمر بثلاث نوبات قبل أي حدث توقف غير مخطط له.
إن الحالة المالية لآلة اللف الأوتوماتيكية الحديثة مبنية على أربع رافعات قابلة للقياس:
عادةً ما تؤدي هذه التحسينات مجتمعة إلى توفير فترة الاسترداد الكاملة من 12 إلى 24 شهرًا في Jiaxing Shengbang، يتم استثمار اللفاف تلقائيًا، اعتمادًا على مقياس الخط وأداء خط الأساس الحالي.
هناك أربعة اتجاهات تكنولوجية تعيد تشكيل تصميم اللفاف خلال الفترة 2025-2028:
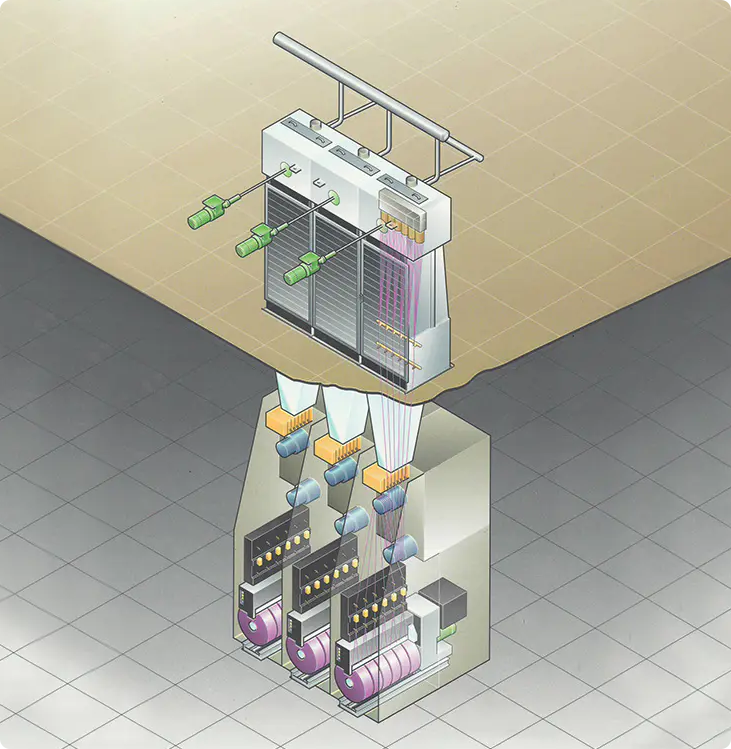
تتماشى آلة اللفاف مع عملية الغزل ويجب أن تقبل الغزل مباشرة من المغزل بسرعة الخط دون توقف. تقوم آلة إعادة اللف التقليدية بمعالجة الحزم التي تم تشكيلها بالفعل دون الاتصال بالإنترنت، بسرعات أقل ومتغيرة. تختلف متطلبات الشد والسرعة والخلع بشكل أساسي - يجب أن يعمل جهاز اللفاف بشكل موثوق عند سرعة 2000-6000 م/دقيقة في ظل ظروف الإنتاج المستمرة.
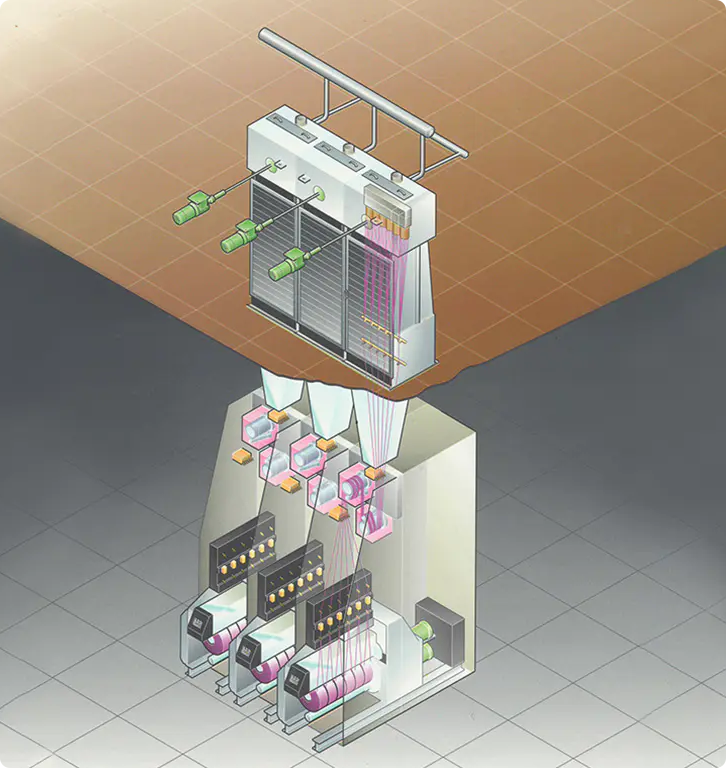
يحدث لف الشريط عندما تساوي نسبة الاجتياز جزءًا منطقيًا أو تقترب منه، مما يؤدي إلى هبوط الطبقات المتعاقبة على نفس الحلزون. الحل هو خوارزمية دقيقة (أو مضادة للنقش) تعمل باستمرار على تغيير نسبة سرعة الاجتياز بمقدار صغير (عادةً ±0.1–0.5%) لمنع تراكب الملف. في Jiaxing Shengbang، يتم استخدام وحدات اللفاف، وهي معلمة قابلة للتكوين في HMI؛ نطاق التردد الموصى به لـ POY القياسي هو ±0.25%.
يتطلب التثبيت القياسي لللفاف ذي 8 محاور، بما في ذلك المحاذاة والكابلات وتجربة الإنتاج، من 3 إلى 5 أيام عمل على الأقل. ترسل شركة Jiaxing Shengbang مهندسي المصانع للتشغيل في الموقع داخل الصين القارية؛ يتم دعم التركيبات الخارجية عبر شركاء الخدمة المحليين المعتمدين في جنوب شرق آسيا وجنوب آسيا وتركيا.
من حيث المبدأ، يمكن لنفس منصة الأجهزة أن تقوم بلف كلا النوعين من الخيوط، ولكن يجب إعادة تحديد معلمات نقطة ضبط الشد وضغط لفة التلامس وزاوية العرض عند تبديل المنتجات. تقدم Jiaxing Shengbang تخزين الوصفات (ما يصل إلى 50 برنامج منتج مسمى) على واجهة HMI الخاصة بها، مما يسمح لجهاز واحد بالتبديل بين برامج POY وFDY بسهولة، بشرط أن يكون نطاق السرعة متوافقًا.
تحتفظ شركة Jiaxing Shengbang بضمان مخزون قطع الغيار لمدة عامين على الأقل لجميع نماذج الإنتاج الحالية. يتم الاحتفاظ بالعناصر سريعة التآكل (Shift Fork، وأدلة العبور، وخراطيش الطبطبات، والمحامل) في المخزون للإرسال في نفس الأسبوع. يتم عادةً شحن مجموعات محامل المغزل ووحدات محرك المؤازرة خلال 5 إلى 7 أيام عمل دوليًا.

يعد اختيار جهاز اللفاف الصحيح واحدًا من أعلى قرارات المعدات التي يتخذها منتج الألياف. إن الاختيار بين أنواع اللفاف، وتقييمات السرعة، ومستويات الأتمتة يحدد بشكل مباشر تكلفة العمالة، ومعدل القطع النهائي، وإنتاجية الجودة الأولى، وفي النهاية، ربحية كل كيلوغرام من الخيوط المنتجة.
تقدم شركة Jiaxing Shengbang Mechanical Equipment Co., Ltd. مجموعة كاملة من آلات اللف الأوتوماتيكية - بدءًا من مستوى الدخول لخطوط POY وحتى المنصة عالية السرعة لـ FDY - مدعومة ببيانات الأداء الميداني الموثقة، ودعم التشغيل في الموقع، وسلسلة توريد قطع الغيار المضمونة.
سواء كنت تقوم بتحديد خط غزل جديد، أو ترقية معدات اللف القديمة، أو استكشاف مشكلات الجودة المزمنة وإصلاحها في التثبيت الحالي، يمكن لفريق Jiaxing Shengbang الفني تقديم اقتراح مفصل يتوافق مع نوع الألياف المحدد لديك، وسرعة الخط، وأهداف التشغيل الآلي.
اتصل بشركة Jiaxing Shengbang للمعدات الميكانيكية المحدودة لطلب استشارة اختيار اللفاف، أو ورقة البيانات الفنية التفصيلية، أو ترتيب زيارة المصنع. قم بزيارة الموقع الرسمي أو تواصل مع فريق هندسة المبيعات مباشرة لمناقشة متطلبات الإنتاج الخاصة بك والحصول على توصية مخصصة للملف.
العنوان: : رقم 1298، طريق تشوان، منطقة التنمية الاقتصادية والتكنولوجية، مدينة جياشينغ، مقاطعة تشجيانغ
الهاتف: +86 19057031687
التلفون: 86-0573-83777752
البريد الإلكتروني: [email protected]
Jiaxing Shengbang Mechanical Equipment Co., Ltd. جميع الحقوق محفوظة. مصنعي المكونات الرئيسية لآلات الغزل